


基于现场总线的滚塑设备控制系统程序设计
摘 要:现场总线是应用于工业生产现场的可以在数字化控制设备之间实现双向串行通信的控制系统。MODBUS现场总线是应用于电子控制器上的一种通用语言,它是一种通信协议。将其应用于滚塑生产(塑料制品的主要生产方式)中,对滚塑设备更新改造,可提升设备的智能化程度、生产工艺更加完善、产品质量进一步提高,同时增强了设备运行中的可靠性和稳定性,设备的可控性更强且操作更方便。着重介绍采用MODBUS RTU协议,将工控机、PLC、变频器等组成一个数控网络系统及其对滚塑设备智能控制程序设计中需解决的问题,同时,充分考虑到系统的实用性、经济性,开发程序时尽可能的利用程序代替外部硬件投入,争取企业效益最大化。
关键词:MODBUS RTU PLC;现场总线;变频器;程序设计
中图分类号:TP311 文献标识码:B 文章编号:1004373X(2008)1610603
Program Design of Controlling System of Rolling Plastic Equipment Based on Field Bus
ZHAO Shuangyi,LIAN Ying,REN Jianke,LIU Chengzhu
(Xingtai College,Xingtai,054001,China)
Abstract:Field bus is a controlling system applied in industrial operation which can realize twoway communication among controlling equipments.MODBUS field bus is a common language used for digital controlling machinery,which is a communication protocal.Applying it to rolling plastic production (main method of production of plastic product) to renew the equipment of rolling plastic can improve the degree of intelligence of the equipment,make the technology of production much better,improve the quality of product.Meanwhile,the reliability and stability of the equipment can be greatly improved.The control of the equipment will be much better and available.This paper mainly introduces how to organize a numerical controlling network system on the basis of engineering controlling apparatus,PLC and frequency converter etc.adopting MODBUS RTU protocol,and,problems need to be solved in the design of the intelligence controlling program of rolling plastic equipment.At the same time,as the practicality and economization of the system is fully considered,program is utilized most possibly instead of outside hardware input when designing programs to try to gain the maximum benefit of a company.
Keywords:MODBUS RTU PLC;field bus;frequency converter;program design
现有的滚塑生产(塑料制品的主要生产方式)设备存在工艺落后、产品质量不高和生产效率低等诸多问题,已不能满足广大用户对其产品需求,现有滚塑生产设备将面临被淘汰,对其进行革新和改造刻不容缓。现场总线、PLC等现代化数控技术已趋于成熟,并被广泛用于数控机床制造业,采用数控技术对现有滚塑设备进行革新和改造是解决滚塑生产领域存在问题的有效方法。同时可最大限度地利用现有设备资源,减少资源浪费,并能满足现代滚塑生产的需要,增强企业活力和竞争力,也符合我国国情。
现场总线是应用于工业现场的可以在数字化控制设备之间实现双向串行通信的控制系统。MODBUS现场总线是应用于电子控制器上的一种通用语言,它是一种通信协议。通过此协议,控制器相互之间、控制器经由网络和其他设备之间可以通信。MODBUS现场总线可以分为2种模式:MODBUS ASCⅡ和MODBUS RTU。基于现场总线的滚塑设备控制系统采用MODBUS RTU协议将工控机、PLC、变频器组成一个数控网络,提升设备的智能化程度,其程序设计需解决哪些问题、是否科学、在实际生产是否可行是问题的关键。
1 基于现场总线的滚塑设备控制系统的构成
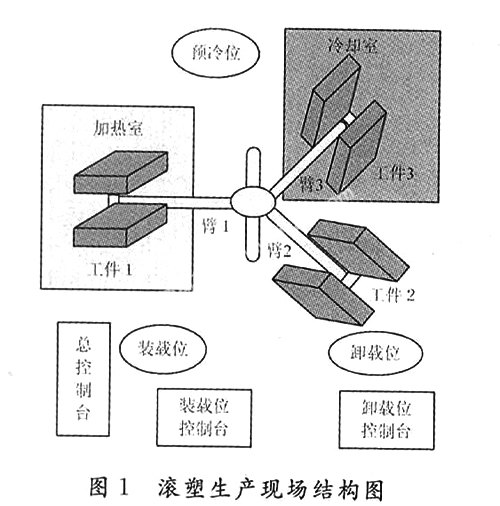
(1) 滚塑生产现场设有一个加热室和一个冷却室,3个臂依次开进加热室、预冷位、冷却位(分为风冷和水冷,都在冷却室进行),3个臂虽然同轴,但可以独立的旋转。当一个臂自动工作时,其余的两个臂都可以独立的处于某个位置进行其他操作,而不影响对其他的臂的控制(结构如图1所示)。
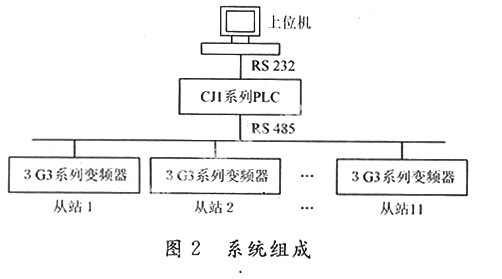
(2) 整个控制系统的组成由上位机、OMRON CJ1系列PLC、3G3系列变频器组成一个系统,利用MODBUS RTU协议实现三者的通信,可实时的修改、监控变频器的频率(经过PLC的内部运算,达到修改和监控电机转速的目的),可方便的对系统运行中的各种时间做出修改(系统组成见图2)。
2 基于MODBUS RTU协议的滚塑设备控制系统软件设计
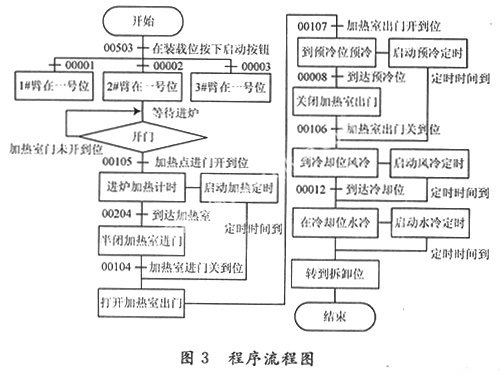
本系统采用顺序的控制方式,主要由主程序模块、通信程序模块、定时程序模块、运算模块等组成。使用CXP软件编写执行程序,用PROTOCOL软件设计通信程序。系统主程序流程图如图3所示。
3 基于现场总线的滚塑设备控制系统的系统程序设计中解决的技术问题
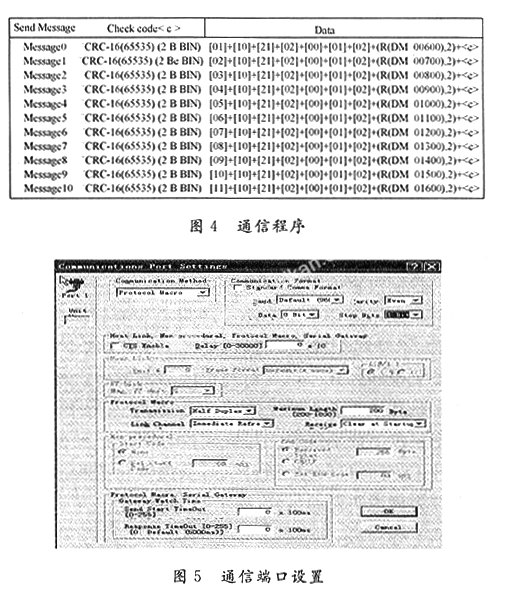
3.1 OMRON CJ1系列PLC与3G3系列变频器之间的MODBUS协议通信问题 在CJ1 PLC上附加通信模块,采用OMRON公司提供的PROTOCOL软件对通信口进行协议宏通信设置、编程,实现PLC与变频器之间的通信。MODBUS RTU程序如图4所示,通信端口设置如图5所示。
3.2 时间的修改和显示问题
在此工程中有多个时间需要修改和监视,要求时间显示为分钟、秒显示,修改单位为分钟。在OMRON PLC中的定时器没有区分分、秒的功能,此功能利用PLC中的计数器配合秒脉冲和数学运算功能得以实现。以一号臂加热时间为例,程序如下:
!LD P1s
*B(424) D400 #60 D101
LD 204.00
AND P1s
LDNOT 204.00
OR 200.08
CNT 0031 D101
LD P1s
AND 204.00
/B(434) C31 #60 D105
将设定值放到D400中,乘以60变为计数的设定值,在D105中存放的是分钟值,在D106中存放的是秒值,从而实现上述功能。
3.3 各个转轴转速的测定问题
在每个转轴上安装60个金属感应点,利用接近开关测出在10 s内经过该接近开关的感应点数,经运算可得出在一分钟内的轴转速。以一号臂轴转速为例,程序如下。
LD 200.00
ANDNOT T0001
LD T0003
OR 200.08
CNT 0000 #9999
LDNOT T0003
TIMH(015) 0001 #1000
TIMH(015) 0002 #1001
TIMH(015) 0003 #1002
LD T0002
MOV(021) C0 D0
D0当中存放的数据为10 s内经过该接近开关的感应点数。在利用此种方式之后,可以降低采用编码器的费用,同时减少外部的接线。
3.4 某一个臂在哪个位的区分问题
在控制过程中,装载位和卸载位控制台对各臂同一控制要求采用同一个按钮,比如在装载位有臂需要进加热室时,不管哪个臂到位都是按下I:5.03这个按钮。当在装载位和卸载位需要对到位的一个臂进行操作时不能影响其他臂的正常工作。为区分是哪一个臂到位,在5个工位上分别装置工位臂到位和哪个臂到哪个位接近开关,对到位的臂进行区分,从而减化了程序。以装载位为例说明臂的区分,程序如下:
LD 5.03
AND 0.01
AND 4.07
OR 202.10
ANDNOT 1.01
ANDNOT 2.11
ANDNOT 204.12
ANDNOT 210.05
OUT 202.10
LD 5.03
AND 0.02
AND 4.07
OR 202.11
ANDNOT 1.02
ANDNOT 2.11
ANDNOT 205.12
ANDNOT 210.06
OUT 202.11
LD 5.03
AND 0.03
AND 4.07
OR 202.12
ANDNOT 1.03
ANDNOT 2.11
ANDNOT 206.12
ANDNOT 210.07
OUT 202.12
4 结 语
将现场总线技术应用到滚塑设备之后,既可提高滚塑设备智能化程度,又能满足滚塑生产工艺的需要,而且使操作更方便、更直观。在研制该控制系统程序时,充分考虑到系统的实用性、经济性,开发程序时尽可能的利用程序代替外部硬件投入,从而降低了生产资金投入,最大限度地利用现有资源,减少资源浪费,符合我国国情。将现场总线技术应用到滚塑设备之后,可为提高我国具有知识产权机器制造业的国际竞争力产生一定影响。
参 考 文 献
[1]OMRON公司.OMRON CJ1系列PLC编程手册\.1999.
[2]谢克明,夏路易.可编程序控制器原理及程序设计\.北京:电子工业出版社,2004.
[3]OMRON公司.OMRON CJ1系列PLC操作手册\.2001.
[4]OMRON公司.OMRON 3G3系列变频器操作手册\.2002.
作者简介 赵双义 男,1962年出生,副教授。主要从事电力电子系统的教学与研究。
连 英 男,1978年出生,工程师。主要从事控制系统的研究与开发。











